 |









| Quantity: | |
|---|---|
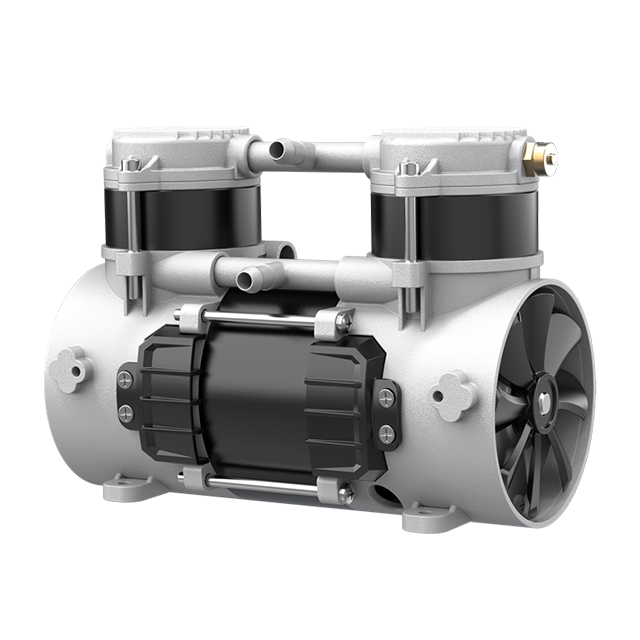
Engineered from the ground up to elevate the operational standards of your end-products, this compressor pump masterfully integrates advanced mechanical engineering with practical, day-to-day usability. Every individual component has been carefully selected and tested to maximize operational uptime while minimizing the need for costly maintenance interventions.
Sealed Internal Suction Architecture: This design completely revolutionizes internal airflow dynamics by drawing air internally rather than externally. It significantly enhances thermal regulation, keeping the entire unit remarkably cool even during the most rigorous, continuous duty cycles.
Permanently Lubricated Bearings: By utilizing advanced sealed bearings, we have eliminated the tedious need for periodic grease application. This drastically reduces maintenance labor costs and ensures flawlessly smooth rotational movement over thousands of operational hours.
High-Performance Piston Seal: Crafted from proprietary, advanced friction-resistant materials, this critical seal maintains optimal compression ratios while actively preventing microscopic air leakage, resulting in highly consistent, high-pressure kinetic delivery.
Pure Copper Motor Winding: The implementation of a pure copper motor delivers exceptional electrical conductivity and superior thermal resistance. This directly translates to noticeably lower daily energy consumption and provides a robust, fail-safe defense against catastrophic motor burnout.
Self-Made Aluminum Die-Cast Components: Manufactured entirely in-house to guarantee absolute structural integrity, these lightweight yet incredibly durable metal parts provide a rock-solid foundation that actively resists operational vibration and long-term mechanical fatigue.
When powering critical machinery, consistent and robust pneumatic delivery is an absolute non-negotiable requirement. This compressor unit is meticulously engineered to provide an uncompromising high-pressure output coupled with substantial volumetric flow, ensuring your equipment never starves for air. It consistently delivers a steady standard flow rate of 73L/min, seamlessly scaling up to an impressive maximum capacity of 86L/min to handle sudden, demanding pneumatic spikes in complex systems. At the heart of this performance lies a high-efficiency pure copper motor. This premium motor minimizes electrical resistance and thermal loss, translating to significant reductions in long-term power consumption. By ensuring stable kinetic energy transfer, this pump allows your integrated systems to function optimally and economically, even under the most demanding and continuous industrial or clinical operating conditions.
Acoustic comfort and thermal stability are critical indicators of mechanical refinement and engineering excellence. We have fundamentally redesigned the intake pathway of this compressor to address these exact challenges head-on. The innovative sealed internal suction layout replaces conventional external intake systems, drastically improving the dissipation of generated heat across the unit. This intelligent configuration effectively suppresses temperature elevation during prolonged, non-stop operational phases, safeguarding both the pump and your sensitive adjacent components from thermal degradation. Furthermore, this refined structural alignment significantly mitigates internal mechanical friction. The result is a remarkably subdued acoustic profile, completely free from disruptive rattling or harsh airborne noise. It provides a smoother, quieter, and more stable operational environment that enhances the overall perceived quality of your finished equipment.
Contamination within pneumatic lines can lead to catastrophic failures, especially in sensitive medical or food-handling applications. This compressor pump guarantees the delivery of pristine, completely unadulterated air to your critical systems. It features a stringent 100% oil-free compression chamber, fundamentally eradicating any risk of lubricating fluids aerosolizing and mixing into the output air stream. Complementing this clean operation, the unit is equipped with permanently lubricated bearings that require absolutely zero manual greasing or intervention throughout their entire operational lifecycle. This brilliant synergy of oil-free output and self-sustaining lubrication dramatically lowers the frequency of routine maintenance. It reduces costly equipment downtime and ensures perfect, unwavering compliance with the most stringent medical, laboratory, and food-grade hygiene standards.
Exceptional durability is woven into the very fabric of this compressor pump. By strictly controlling the metallurgy and manufacturing processes, we deliver a product that is genuinely built for long-term endurance. The core structure is constructed using self-made aluminum die-cast components, offering exceptional structural rigidity, superior heat dissipation, and excellent corrosion resistance. Internally, it integrates a perfectly balanced drive system combined with a high-performance piston seal. This harmonizes kinetic movement and drastically reduces the physical wear and tear on all moving parts. Consequently, this robust machine is fully capable of sustaining up to 8,000 hours of continuous, trouble-free operation. This extended lifespan maximizes the return on investment for large-scale procurement projects, ensuring your products remain functional and reliable in the field for years.
Absolute consistency across bulk orders is the foundational bedrock of our manufacturing philosophy. We understand that every unit off the assembly line must perfectly mirror the performance of the approved golden sample. To achieve this, the product is fully RoHS compliant, ensuring all utilized materials are entirely free from hazardous substances and are environmentally responsible. Every single pump is subjected to standardized, rigorous production protocols, which include meticulous raw material inspections and high-precision component measurements. Before any unit is cleared for dispatch, it undergoes exhaustive performance verification testing and a strict final factory inspection. This multi-layered quality assurance matrix guarantees absolute reliability, performance uniformity, and complete peace of mind for volume buyers.
We deeply understand that standard off-the-shelf solutions may not always perfectly align with your proprietary equipment architectures or unique spatial constraints. Therefore, our dedicated engineering team stands ready to bridge that mechanical gap. We offer comprehensive OEM and ODM customization capabilities, allowing us to tailor the pump's physical dimensions, mounting points, and specific performance curves to match your exact needs. Beyond hardware modifications, we provide intensive technical support during your initial product selection and project development phases. Our experts actively assist your team with intricate system matching, empirical performance verification, and advanced application optimization, significantly accelerating your product development cycle and reducing your time-to-market.



















