 |









| Quantity: | |
|---|---|
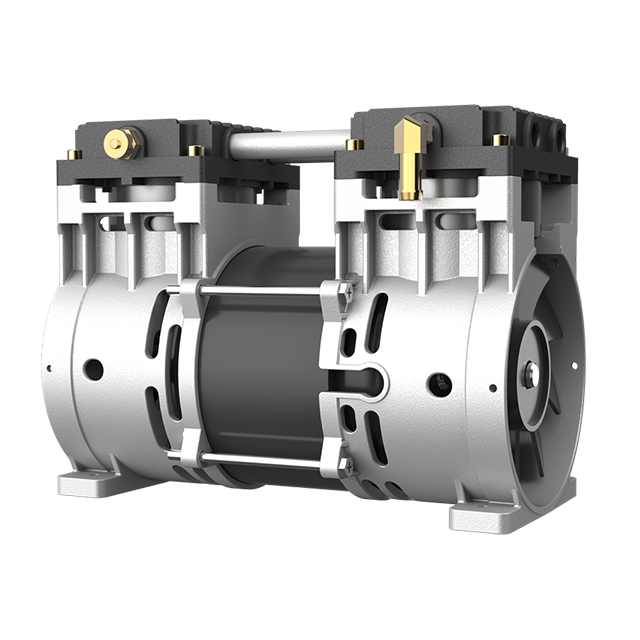
As a premier manufacturer and supplier of precision pneumatic solutions, we present the Compact Oil-Free Air Compressor Pump OH580A. Engineered specifically for demanding clinical applications, this pump delivers uncompromising performance in a space-saving footprint.
Specially developed for 10L medical oxygen concentrators
100% oil-free operation for pure, uncontaminated air delivery
Exceptional standard flow rate of ≥130 L/min
Manufactured with premium pure copper motors for enhanced efficiency
The OH580A oil-free compressor head is specially developed for 10L medical oxygen concentrators. Compared with the OH590A, it features a more compact footprint while maintaining the same high airflow capacity. Its redesigned exterior and internal layout provide a distinct appearance and optimized space utilization, making it ideal for equipment requiring smaller installation dimensions. The oil-free design ensures contaminant-free air delivery and reduces servicing demands. Built with precision components and efficient thermal management, the OH580A achieves stable pressure performance and reliable continuous operation. It is an excellent solution for manufacturers seeking compact structure without sacrificing output efficiency.
Specification Parameter | Technical Details |
|---|---|
Product Name | Compact Oil-Free Air Compressor Pump OH580A |
Target Application | 10L Medical Oxygen Concentrators |
Standard Flow Rate | ≥130 L/min |
Maximum Flow Rate | 150 L/min |
Lubrication Type | 100% Oil-free (Permanently lubricated bearings) |
Motor Material | Pure copper motor |
Core Components | Self-made aluminum die-cast components |
Seal Technology | High-performance piston seal |
Service Life | Up to 8,000 hours (continuous operation) |
Certifications | RoHS compliant |
Customization | Supported (OEM/ODM available) |
Key Features | Compact footprint, efficient thermal management, energy-efficient, high pressure, low consumption |
Sourcing critical internal components requires a partner who understands the high stakes of your industry. We are not merely a component provider; we are a dedicated manufacturing ally committed to elevating your product line. Choosing our pneumatic solutions means investing in peace of mind, knowing that your supply chain is fortified by unyielding quality, innovative engineering, and highly responsive support.
Proven Industry Expertise: Years of specialized, hands-on experience in developing medical-grade and industrial-grade oil-free compressor technologies that lead the market.
Scalable Manufacturing Capacity: Our advanced production facilities are equipped to handle large-volume orders with rapid turnaround times, ensuring your assembly lines never halt due to component shortages.
Uncompromising Quality Assurance: A zero-defect philosophy drives our quality control teams, meaning you only receive components that have passed the most grueling testing protocols available.
Dedicated Engineering Partnership: We offer continuous, direct access to our technical experts, providing rapid troubleshooting and collaborative development for your next-generation products.
Global Compliance Standards: All our products are engineered to meet and exceed strict international safety and environmental regulations, facilitating your seamless global market expansion.



















