 |









| Quantity: | |
|---|---|
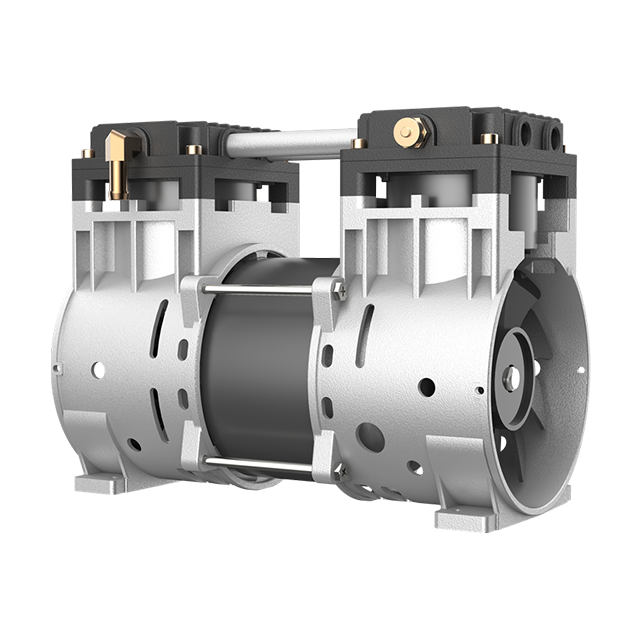
As a premier manufacturer and global supplier of advanced pneumatic solutions, we proudly present the High-Performance 650A Oil-Free Air Compressor Pump. Engineered specifically for demanding environments, this compact yet incredibly robust unit delivers exceptional airflow dynamics without the inherent risks of lubricant contamination. Ideal for large-scale integrations and rigorous procurement standards, it ensures seamless, continuous operation for critical oxygen generation systems and precision equipment.
100% oil-free mechanism guaranteeing absolute air purity
High-output pure copper motor for sustained torque
Heavy-duty, self-made aluminum die-cast construction
Direct-from-manufacturer scalability for volume integrations
The OH650A oil-free compressor head is an upgraded solution for medical oxygen concentrators requiring enhanced airflow performance. Under a working pressure of 200 kPa, it can achieve up to 140 liters per minute, delivering stronger output. This improved version is engineered with optimized valve structure and refined airflow channels to increase efficiency without enlarging the unit size. The oil-free mechanism ensures clean, medical-grade air supply and minimizes maintenance intervals. With reinforced components and stable continuous-duty capability, the OH650A offers higher productivity and dependable operation for advanced oxygen generation systems.
The following technical parameters outline the exact operational capabilities and physical specifications of the 650A compressor pump, providing engineering teams with the precise data required for accurate system matching.
Specification Parameter | Technical Data |
|---|---|
Product Name | High-Performance 650A Oil-Free Air Compressor Pump |
Working Pressure | 200 kPa |
Rated Flow Rate | ≥140 L/min |
Maximum Flow Rate | 160 L/min |
Lubrication Style | 100% Oil-free |
Motor Type | Pure copper motor |
Bearings | Permanently lubricated bearings |
Sealing | High Performance piston seal |
Main Material | Self-made aluminum die-cast components |
Service Life | Up to 8,000 hours of continuous operation |
Certifications | RoHS compliant (CE, TUV, ISO9001 supplemented based on industry standards) |
Voltage/Frequency | 220V 50Hz / 110V 60Hz |
Power | ≥550W |
Noise Level | ≤61dB(A) |
Applications | Medical Oxygen Concentrators, Food processing, Laboratory instruments, Environmental protection equipment, Aquaculture, Automation equipment |
Sourcing critical components requires a partner who deeply understands the high stakes of industrial-scale manufacturing. We provide more than just premium hardware; we deliver supply chain security, engineering excellence, and a commitment to your long-term success.
Direct Manufacturer Advantage: By eliminating intermediaries, we offer highly competitive pricing structures and direct access to the production source, ensuring your supply chain remains uninterrupted and cost-effective.
Scalable Production Capacity: Our advanced manufacturing facilities are equipped to handle high-volume orders with rapid turnaround times, easily scaling to meet your seasonal or project-based demands.
Global Compliance: With certifications including RoHS compliance, alongside CE, TUV, and ISO9001 standards, our products are ready for seamless integration into equipment destined for strictly regulated international markets.
Proven Track Record: Years of specialized experience in pneumatic engineering have made us a trusted supplier for leading equipment brands worldwide, built on a foundation of mutual growth and relentless innovation.



















