 |









| Quantity: | |
|---|---|
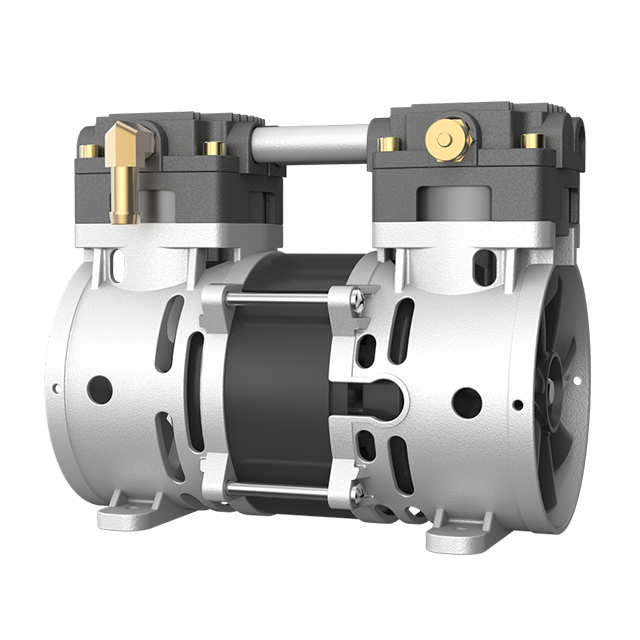
Every element of this compressor pump has been refined to offer maximum value to equipment integrators, ensuring your final products operate flawlessly under the most demanding environmental conditions.
High-Performance Piston Seal: Crafted to maintain a strictly airtight compression chamber, preventing pressure drops and ensuring consistent gas delivery over thousands of operational hours.
Permanently Lubricated Bearings: Completely eliminates the need for routine maintenance, drastically reducing the total cost of ownership and service interventions for end-users.
Optimized Thermal Management: The custom aluminum die-cast body acts as a highly efficient heat sink, keeping internal temperatures stable even during continuous high-load operations.
Acoustic Refinement: Engineered to minimize mechanical resonance and vibration, resulting in a low-noise profile that is essential for quiet clinical and laboratory environments.
Energy-Efficient Architecture: Draws minimal electrical power while maximizing pneumatic output, helping your equipment meet stringent global energy consumption standards.
When dealing with life-supporting medical devices or precision automation, fluctuating air pressure is simply not an option. This compressor pump is meticulously engineered to deliver unwavering pneumatic power, specifically calibrated for applications where consistency is critical.
Consistent Rated Flow: Reliably pushes ≥65 L/min at a demanding 140 kPa working pressure, ensuring your 5-liter oxygen systems never starve for air during critical moments.
High Peak Capacity: Capable of reaching a maximum flow rate of 78 L/min to handle sudden surges in pneumatic demand without stalling or overheating the motor.
Pulsation Reduction: The internal valve system is precisely tuned to smooth out airflow, delivering a steady, uninterrupted stream that prevents erratic behavior in sensitive downstream monitoring sensors.
Contamination in gas delivery systems can lead to catastrophic failures in healthcare and food processing applications. We have engineered this pump to guarantee absolute purity from the intake valve to the exhaust port.
100% Oil-Free Operation: Completely removes lubricating oils from the compression process, ensuring the output gas is entirely free from aerosolized hydrocarbons, moisture traps, and foul odors.
RoHS Compliant Materials: Manufactured using environmentally safe, non-toxic materials that meet strict international regulatory standards, ensuring safety for both users and the environment.
Cleanroom-Ready Output: Perfectly suited for environments where gas purity is paramount, including high-precision laboratory instruments, medical gas delivery, and sterile food packaging lines.
We understand that standardizing internal components across varying product lines can be a logistical nightmare. This pump is designed to adapt to your engineering constraints, allowing for seamless integration across multiple product families.
Alternative Chassis Integration: Features a specialized mounting structure that fits effortlessly into non-standard housing designs without requiring costly modifications to your existing chassis.
Uncompromised Geometry: Despite the highly flexible installation options, the internal compression geometry remains completely untouched, guaranteeing identical airflow and pressure outputs across all your device models.
Streamlined Assembly: The intuitive mounting points reduce physical strain on assembly line workers, accelerating production times and minimizing the risk of installation errors.
Versatile Platform Compatibility: While ideal for standard 5-liter oxygen platforms, it retains the robust versatility required to power aquaculture aeration systems and heavy-duty environmental protection equipment.
Equipment downtime damages your brand's reputation and inflates warranty costs. We build our compressor pumps to outlast the competition, providing years of silent, reliable service under heavy duty cycles.
8,000-Hour Continuous Operation: Tested rigorously to withstand long-term, non-stop running, making it a highly reliable heart for any critical system that cannot afford to fail.
Wear-Resistant Components: The synergy between the high-performance piston seal and the hard-anodized internal cylinder walls minimizes friction and mechanical degradation over time.
Structural Integrity: The self-made aluminum die-cast components resist warping, thermal expansion, and micro-fractures, even under continuous high-pressure stress.
Reduced After-Sales Burden: By significantly extending the mean time between failures (MTBF), you cut down on warranty claims, replacement parts, and costly field service dispatches.
A reliable supply chain is the backbone of your manufacturing success. Our production facilities employ uncompromising standards to ensure every single unit performs exactly as specified before it reaches your loading dock.
Standardized Production Procedures: Every pump is assembled following rigid protocols, ensuring absolute dimensional and operational consistency from the first unit to the ten-thousandth.
Rigorous Component Inspection: Raw materials and sub-assemblies undergo strict metallurgical and dimensional analysis before ever entering the main assembly line.
Comprehensive Performance Testing: Each unit is subjected to dynamic load testing, acoustic evaluation, and thermal imaging to verify its operational integrity under simulated real-world conditions.
Final Factory Audits: A meticulous pre-shipment inspection guarantees that only flawless products leave our facility, protecting your production schedule from unexpected delays.
Purchasing a premium component is only the beginning of our partnership. We provide deep engineering support to ensure the pump integrates perfectly into your proprietary systems, accelerating your time to market.
Project Development Assistance: Our engineering team collaborates with you during the early stages of product selection to identify the optimal pneumatic solution for your specific application.
System Matching & Verification: We help you balance pneumatic loads, electrical draw, and thermal dissipation to maximize the efficiency and safety of your complete system.
Application Optimization: Receive tailored advice on intake filtration, exhaust routing, and vibration dampening to elevate the end-user experience and prolong equipment life.
Bespoke Customization: From modified wiring harnesses and specific voltage requirements to adjusted pressure thresholds, we offer extensive customization to meet your exact engineering specifications.



















