 |









| Quantity: | |
|---|---|
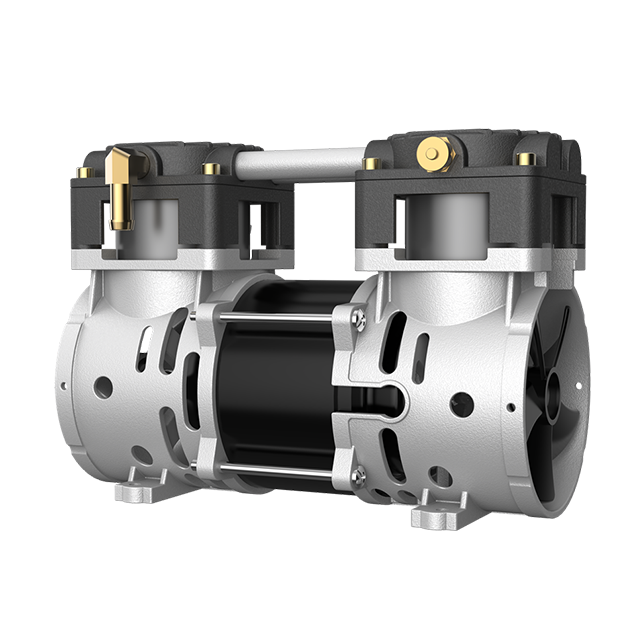
As a premier manufacturer and supplier of precision pneumatic components, we engineer this high-flow, oil-free compressor pump specifically to drive advanced 6-liter oxygen concentrators. Designed for commercial procurement and large-scale assembly, it delivers uncompromising stability and medical-grade air purity for your most demanding equipment lines.
Engineered for continuous, heavy-duty operational cycles
Direct volume sourcing from a trusted, certified manufacturer
Optimized for seamless medical and industrial system integration
The OH280 air compressor pump head is designed for 6-liter medical oxygen concentrators, delivering 70 L/min at an operating pressure of 200 kPa to support higher airflow requirements. It features an oil-free, low-noise configuration to ensure clean air output and quiet operation suitable for medical environments. A high-quality capacitor improves starting performance and electrical stability. The overall design focuses on enhanced airflow capacity and efficient system integration, making it well-suited for advanced 6-liter oxygen concentrator platforms requiring stable and reliable air supply.
To ensure seamless integration into your engineering designs, we provide comprehensive technical data for this compressor unit. Every metric is rigorously tested in our manufacturing facility to guarantee consistent performance across all production batches. The specifications below outline the exact operational thresholds, electrical requirements, and physical capabilities of the pump, allowing your engineering team to confidently match it with your 6-liter oxygen concentrator platforms or other advanced pneumatic systems.
Product Model | OH280 |
|---|---|
Target Application | 6-liter medical oxygen concentrators |
Flow Rate | ≥70 L/min |
Operating Pressure | 200 kPa |
Maximum Pressure | 500 kPa |
Noise Level | 58 dB |
Lubrication Type | Oil-free |
Motor Material | Pure copper |
Bearing Type | Permanently lubricated bearings |
Component Material | Self-made aluminum die-cast components |
Seal Type | High-performance piston seal |
Energy Efficiency | Energy-efficient and low consumption |
Certification | RoHS compliant |
Warranty Period | 1 Year (Standard) |
Sample Proofing Time | 7-15 days |
Small Quantity Trial | Supported |
Partnering with the right manufacturer is a critical strategic decision that impacts your product quality, production timelines, and overall profitability. We go beyond merely supplying parts; we integrate seamlessly into your manufacturing ecosystem as a reliable extension of your own production floor.
End-to-End Quality Control: Because we cast our own aluminum components and wind our own motors, we control every variable of the production process, ensuring zero deviation in quality from the first unit to the ten-thousandth.
Scalable Production Capacity: Our advanced manufacturing facilities are equipped to handle sudden spikes in your volume requirements, ensuring you never face assembly line downtime due to component shortages.
Dedicated Engineering Support: Our technical team works directly with your R&D department during the integration phase, providing expert guidance on thermal management and vibration isolation to maximize the pump's lifespan within your specific chassis.
Global Compliance Expertise: We maintain strict adherence to international manufacturing standards, simplifying your path to global market entry.



















